

지난 호에 언급한 악세사리 만큼 스크루 드라이버 역시 중요하다. 임플란트 제조사마다 체결 스크루 헤드의 형태와 크기 등 규격이 모두 다르다.
서로 맞지 않는 드라이버를 사용하다 보면 과도한 힘과 마찰에 의해 스크루 헤드가 손상돼 100%의 기능을 낼 수 없다. 따라서 스크루 드라이버도 구분해서 사용해야 한다.
잇몸과 맞닿는 어버트먼트의 베이스 부분은 연마작업을 시행해야 한다. 하지만 우리는 은연 중 불필요하게 Hexa 부위까지 손을 대는 경우가 종종 있다. 이를 방지하기 위해 전용 핸들링 어답터를 사용해 연마하지 않아야 할 부위는 피해줘야 한다.
커스텀 환봉 가공 시 원스텝 방법이 아닌 기존의 방식은 밀링 시 오차가 발생해도 재스캔으로 보상할 수 있으나 구강스캐너를 이용한 원스텝 가공은 D컷 기준의 공차가 아주 정밀해야 하므로 밀링머신의 선택과 환봉 밎 액세서리의 품질 공차가 적은 제품을 선택해야 원스텝 가공과 모델리스 보철 결과에 만족할 수 있을 것이라 본다.

홀더와 어답터 체결 부위의 공차를 확인해 봤다. 어답터 D컷<그림 14>의 직경 공차 범위는 7.480mm ~ 7.490mm이다. 평균기준치수는 7.485mm이다.
어답터 체결부<그림 15>의 직경 공차 범위는 7.980mm ~ 7.990mm이다. 평균기준치수는 7.985mm이다.
홀더의 내경<그림 16>은 7.99mm로 측정됐다.(버니어캘리퍼스로는 내경 측정이 0.01 범위로 크게 신뢰할 수 없다. 내경 실린더 게이지 또는 핀 게이지로 측정해야 한다). 정상품 직경(기준직경 7.985mm) 상대품을 체결해 흔들어보며 홀더 내경을 체크하는 것이 더 신뢰할 수 있을 것이다.
체결부위가 홀더에 장착되기 위한 최소의 조건을 제외하고 공차는 1/100로 거의 없는 것을 확인할 수 있었다.
내가 갖고 있는 악세사리를 체크해 불량 제품이 있는지 확인할 수 있다면 좋은 퀄리티를 유지할 수 있을 것이다.
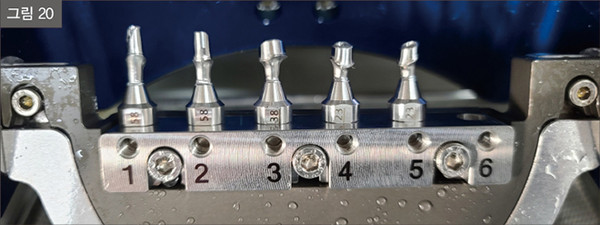
90° 리버스 환봉 가공의 과정과 결과물이다. Angled 각도에 영향없이 말끔한 표면 결과를 확인할 수 있다. 조도 값이 매우 높은 것을 볼 수 있다.




One-step Milling을 위해서는 환경이 갖춰졌다는 전제 하에 장비를 2 대 사용하면 편하다.
가공 시간을 단축하려면 한 장비는 지르코니아, 다른 장비는 Custom abutment를 동시에 가공하는 것이 좋다. 필자는 실제로 이러한 방식으로 러닝타임이 20분 남짓 밖에 소요되지 않았고, 두 장비가 서로 비슷한 시간에 작업이 끝났다. One-step Milling이나 모델리스 작업을 위해서는 내가 사용하는 장비의 기본적인 특성을 숙지하고 이해하고 있어야 한다. 이 이해도가 높아져야 모델리스 원스텝 가공이 가능하다.
